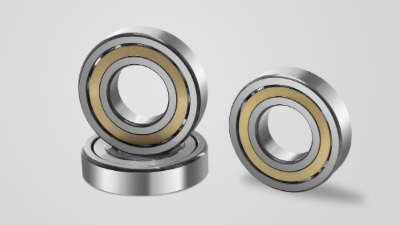
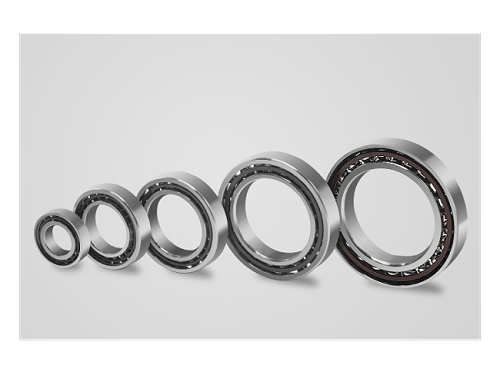
在机械制造业广泛使用两个或两个以上同样型号角接触球轴承组合在一起的双连和多联配对轴承。配对角接触球轴承使用中,用增加载荷的方式使轴承滚动体和内、外侧燕尾导轨中间产生一定的预变型,来提高轴承的弯曲刚度,提升轴传动精度、减少轴震动、增加轴承的使用期。

由制造业企业特别定制制造出来的角接触球轴承配对时,要按规定的预载荷精确测量单台轴承端口凸出量,然后按“翻转轴承组配角接触轴承技术标准”的标准开展组配就能供用户应用,无需使用调整垫片既可以得到设定的径向侧隙和负载。对组配角接触球轴承凸出量精确测量,不一样作业条件选用过不同方法。
单台成品角接触球轴承是已经经过工程验收清洗筛分配套轴承,在组配时应按组配成品所规定的预负荷F,开展凸出量精确测量并且做好纪录,根据需求明确修磨端面的修磨量,使轴承凸出量相互匹配,修磨端口之后进行成品清理。然后按照“组配角挟边线球轴承技术标准"开展组配,经成品验收后抹油外包装进库。
扭矩准,主轴稳!38年专业生产 配对角接触球轴承!
本文出自无锡三立轴承,转载请说明出处和链接:http://www.slcbearing.com/helps/slscsb.html